
Iedereen gebruikt dagelijks producten uit de voedingsmiddelenindustrie en als consument ga je ervan uit dat de voedselveiligheid in Nederland goed geregeld is. Maar als je vakkundig inzoomt op machines en installaties in die industrie ontdek je al snel dat er een wildgroei is aan normen, maatvoeringen en richtlijnen. De organisatie Hygienic Design Network werkt sinds bijna tien jaar in Nederland aan het kappen in die wildgroei en streeft naar uniformiteit, objectieve onderbouwing en controleerbaarheid. Vanzelfsprekend heeft dat ook alles te maken met oppervlaktetechnieken.

Hygienic Design Network (HDN) is in 2011 ontstaan vanuit de branchegroep DMFI (Dutch Machinery for the Food Industry) omdat er grote behoefte was aan duidelijkheid op het gebied van Europese normen en richtlijnen. In de praktijk liepen de machine- en installatiebouwers voor de voedingsmiddelenindustrie bijna dagelijks tegen hetzelfde probleem aan: iedere klant schreef weer andere specificaties voor en die weken allemaal zo van elkaar af dat er geen touw aan vast te knopen was. Er was een heel onsamenhangend geheel van specificaties dat niet gebaseerd was op actuele regelgeving en normen, maar meer op een gebrek aan specialistische kennis. Daarbij komt dat de term hygiëne ruim te interpreteren is. De grote diversiteit aan normen en uitvoeringen van leidingcomponenten, pompen en afsluiters enzovoorts maakt het ook moeilijk om het juiste onderdeel per applicatie te specificeren en die ook nog op elkaar aan te laten sluiten.
Door de grote diversiteit aan maatvoering, afwerking, materiaalsoort en uitvoering en het ontbreken van een goede specificatie ontstaat er een inconsequent systeem waar het belang van voedselveiligheid soms ver te zoeken is. Daarbij komen ook nog de commerciële belangen van (grote) partijen in de markt die hun eigen standaard doordrukken in installaties of machines. Objectief gezien leidt dat niet tot de optimaal technische en/of reinigbare situatie. En dan is er ook nog de factor corrosiebestendigheid die niet altijd de nodige aandacht krijgt. Deze praktijk
wordt niet door adequate specificaties voorkomen. Men levert in het algemeen zo goed als het moet, maar ook zo slecht als het kan. Zeker als de prijs als belangrijkste koopmotief geldt.

OBJECTIEVE ONDERBOUWING
Kortom: hoog tijd voor een onafhankelijke organisatie die streeft naar uniformiteit, objectieve onderbouwing en controleerbaarheid. HDN wil die leidende rol op zich nemen richting veilige voedselproductie dankzij uniforme, objectieve en bewezen specificaties. De eerste jaren heeft men dit op vrijwillige basis gedaan, maar sinds 1 januari 2020 beschikt HDN ook over één vaste kracht die zich volledig op deze rol richt. En die persoon is Hans van der Steen, business manager bij HDN, en voorheen bijna 25 jaar werkzaam bij een toeleverancier van rvs-leidingen en procescomponenten voor de voedingsmiddelenindustrie. “Op het gebied van voedselveiligheid zijn er heel veel technieken en veel eenlingen die roepen dat alleen hun eigen systeem goed is. Een objectieve onderbouwing is er vaak niet. HDN wil een autoriteit zijn waar dit soort vraagstukken branchebreed worden besproken en uitgewerkt in praktijkgerichte toepassingen. Ik zie dat als een missie en daarom heb ik de uitdaging opgepakt om van het HDN-platform een succes te maken. Er is heel veel te winnen.”
Het is niet zo dat er op gebied van reinigbaarheid helemaal niets is. Er is bijvoorbeeld EHEDG, de European Hygienic Engineering & Design Group. Deze organisatie heeft veel kennis en ervaring op het gebied van hygiënisch ontwerp voor de voedselproductie vastgelegd in tal van
documenten. Maar HDN vindt dat die documenten vaak veel te weinig zijn toegesneden op praktijkgerichte toepassingen. EHEDG baseert zich op de norm NEN-EN 1672 voor het ontwerpen, bouwen en plaatsen van machines en installaties voor voedselbereiding. De norm geeft aan dat oppervlakten die in aanraking komen met product, glad moeten zijn. EHEDG heeft daar onderbouwd een waarde van <0,8 micrometer voor bepaald en dit wordt te pas en onpas gebruikt in specificaties. In de praktijk blijkt die waarde niet overeen te komen met genoemde waarden in Europese normen en is het meten van die waarde vaak technisch niet mogelijk. HDN gebruikt die waarde op plaatsen waar het kan, maar nuanceert deze waarden in sommige situaties. Het is niet in iedere situatie nodig en bepaalde structuren met een hogere Ra-waarde zijn ook goed reinigbaar.

| GECERTIFICEERDE LASSERS Voor de realisatie van installaties in de voedingsmiddelenindustrie wordt veel gelast. Aan welke eisen moeten de lassers en de lasnaden voldoen gelet op de voedselveiligheid? Hiertoe heeft HDN een hygiënische lasspecificatie en bijbehorend opleidingsplan gemaakt. Dit is onlangs in de markt gezet. Het plan voorziet in een sluitend systeem, waaronder een certificeringsorgaan met examencommissie, dat door onafhankelijke bedrijven gedragen wordt. De aanpak is bedoeld om gecertificeerde lassers te hebben die aantoonbaar op hygiënische eisen gespecificeerde lassen maken. Bij de opzet van het certificeringssysteem is aangesloten op bestaande certificeringssystemen voor lassers. Ook hier wil HDN niet het wiel uitvinden of enorm kostenverhogend zijn. |
OPPERVLAKTERUWHEID
“Het hebben van een waarde op gebied van oppervlakteruwheid is op zich een goede gedachte en ook gerechtvaardigd in sommige situaties, maar geeft ook verwarring in vergelijking met wat Europese normen voorschrijven en de manier waarop dit verkregen wordt. HDN kent vier klassen die op grond van toepassing en manier van reinigen deze waarde nuanceren. Volgens de Sinner-cirkel bestaat reinigen uit kracht, temperatuur, tijd en reinigingsmiddel. Turbulentie en een aangepast schema van reinigen kunnen het iets ruwere oppervlak ook goed schoon krijgen. Laat de engineer dat bepalen op basis van het hele proces en alle variabelen. HDN wil voorzien in de kennis en praktische handvatten aanbieden om die engineer daar de juiste beslissing in te laten nemen. Dat doen we met opleidingen en specificaties die praktisch haalbaar en controleerbaar zijn. Daarbij gebruiken we de gegevens die bewezen en voor handen zijn.”
Op de website van HDN staat onder meer: Resumerend mag men vaststellen dat de “Voedingsmiddelen Branche” thans te maken heeft met voorgeschreven specificaties die (sterk) verouderd, onduidelijk, onvolledig zijn en niet conform de Europese regelgeving. Een persoonlijke interpretatie van willekeurig vastgestelde normen en richtlijnen zorgt zeker niet voor de gewenste transparantie en is derhalve van cruciale importantie voor de voedselveiligheid in Nederland en Europa. Volgens Van der Steen slaat die beschrijving op de huidige situatie. “In mijn vorige baan kwam ik regelmatig bestellingen tegen voor installaties bij grote concerns waarvan ik zei: dit kan toch niet de bedoeling zijn. Als we dan contact opnamen, bleek de gekregen bestelspecificatie een eigen interpretatie te zijn van de onvolledige omschrijving van de klant. Soms werd de opmerking op waarde geaccepteerd, maar vaak werd er op basis van prijs een inferieure uitvoering gekocht en geplaatst. Gebrek aan kennis laat alleen een vergelijking op prijs toe en dan worden adviezen gedegradeerd tot een verkooppraatje.”
Er zijn in Europa ook diverse standaarden zoals de Duitse DIN, de Britse BS, de Franse AFNOR of meer internationale ISO-normen. Nederland had geen echt normbeleid en leunt op alles wat beschikbaar is. Wij volgden de ene keer DIN en dan weer een andere standaard. Dit resulteerde in systemen die gebaseerd waren op duimse maten in combinatie met metrische maten. Deze situatie is ontstaan door producenten of toeleveranciers met hun oorsprong in diverse landen. Kortom, een mengelmoes die dus zeker niet geborgd was in een norm.

HDN-CLASSIFICATIESYSTEEM
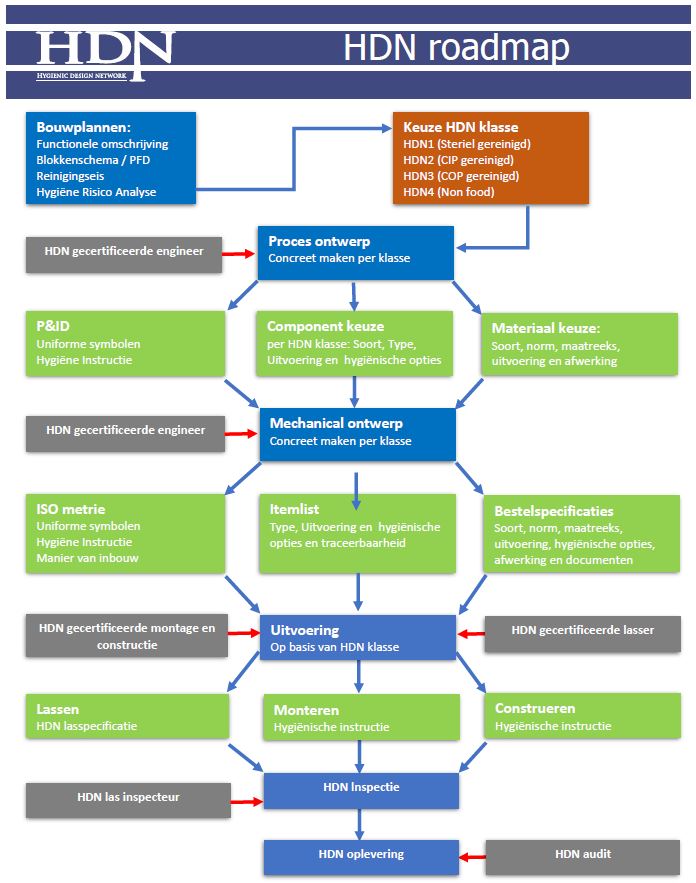
De afgelopen jaren zijn er vanuit HDN diverse, breed gerekruteerde, werkgroepen ontstaan die zich op diverse problemen in de hygiënische ontwerppraktijk en toepassing hebben gestort. Dat heeft onder meer geleid tot een HDN-classificatiesysteem gericht op de reinigbaarheid van machines en installaties in de voedingsmiddelenindustrie, afhankelijk van de specifieke toepassing. Het HDN-classificatiesysteem bestaat uit vier klassen die simpelweg HDN 1, 2, 3 en 4 heten waarbij klasse 1 de hoogste klasse is. Bij klasse 1 moeten de oppervlakken echt bacteriologisch schoon zijn en blijven tijdens productie: zeg maar het aseptisch gebeuren. Het is de hoogste hygiënische graad voor de hoogste hygiënische risico’s die ook toepasbaar is voor de farmacie. In klasse 1 geldt een Ra van kleiner dan 0,8 micrometer. Meestal wordt deze waarde gehaald door een extra oppervlaktebehandeling, dus afwijkend van de marktstandaard.
“Daarna komt HDN 2 die heel belangrijk is voor de voedingsmiddelenindustrie en slaat op alle onderdelen die gemonteerd worden gereinigd. In vaktaal heet dat CIP: cleaning in place. Daarbij worden leidingen dus geautomatiseerd gereinigd en moeten alle constructies en oppervlakken
dus zeer goed reinigbaar zijn. Daarnaast zijn dode ruimtes en bepaalde koppelingen niet toegestaan. Voor ontwerpers hebben we daartoe complete lijsten opgesteld. Deze klasse vereist ook hoge hygiënische maatregelen en een maximale oppervlakteruwheid. We streven naar een
waarde van <0,8, micrometer, maar wijken daar bij genormeerde artikelen zoals buis en fittingen iets van af. Die normen hebben een tolerantie op de las en het vormgebied. Het basismateriaal is wel <0,8 micrometer.”

HDN-METHODIEK
HDN 3 geldt voor alle leidingen en machines die volledig gedemonteerd worden voor reiniging, het zogenoemde COP: cleaning out of place. Het zijn systemen die ontmanteld en met de hand gereinigd worden. Men kan dan zien of alles goed schoon is en daarop anticiperen. Dan zijn maximale oppervlakteruwheden van 0,8 micrometer niet zo heel belangrijk. In die klasse mag de Ra-waarde zelfs oplopen naar 3,2, zoals sommige normen voor bepaalde componenten benoemen. De onderdelen moeten wel bedoeld zijn voor voedingsmiddelenproductie.
HDN 4 slaat op alles wat niet direct in contact komt met voedingsmiddelen, derhalve een laag risico voor voedselveiligheid vormen, maar wel aan vereisten moet voldoen op het gebied van hygiëne en reinigbaarheid. Een deksel van een schakelkast hoeft niet per se glad te zijn, maar moet wel afschot hebben en op een vloer mogen ook geen plassen blijven staan. De vier klassen vormen samen de HDN-methodiek, gebaseerd op Europese regelgeving voor voedselveiligheid en de norm EN1672-2. HDN wil deze methodiek dit jaar verder uitrollen, Een belangrijke doelgroep zijn de engineeringsbedrijven. Dat zijn de bedrijven die de specificaties moeten opstellen. Als zij daarbij de HDN-methodiek toepassen, wordt het verder de markt ingerold.
EIGEN INTERPRETATIES
“Wij praten over reinigbaarheid, dat moet gegarandeerd kunnen worden en goed omschreven zijn in specificaties. Engineers die van een technische opleiding komen, weten vooral hoe iets technisch verantwoord moet zijn en hoe je dit kan berekenen. Ze weten echter weinig over het reinigen van oppervlakken of andere hygiënische aspecten. Procesengineers die levensmiddelentechnologie gestudeerd hebben, weten veel over hygiëne, maar zijn technisch minder onderbouwd. De ideale opleiding voor een hygiënisch/technisch engineer in de voedingsmiddelenindustrie bestaat in het regulier onderwijs niet. Er is daarom een enorme behoefte aan kennis, terwijl de oudere garde met ervaring langzaam verdwijnt.”
“Als HDN willen wij dat alles wat tijdens het ontwerp bedacht is, ook praktisch uitvoerbaar is en geborgd wordt in specificaties. Een bepaalde toepassing moet niet gebaseerd zijn op techniek, en ook niet op een theoretisch model. Het moet technisch haalbaar zijn, maar de lat moet wel op het juiste hygiënische niveau liggen. Dit vraagt om goede specificaties, duidelijke instructies en vakmensen die deze kunnen lezen. Alleen dan kunnen eigen interpretaties worden voorkomen.” Als voorbeeld wijst Van der Steen naar een richtlijn die aangeeft dat alles onder afschot van drie graden moet worden gelegd. Probeer dat in de praktijk maar eens te realiseren. Met een leiding van dertig meter, moet je al rekenen met bijna één meter afschot. “Toch omarmen we als HDN normen als instrument ter verbetering en onderbouwing. Dat is ook makkelijker richting validatie en daarom zoeken wij nadrukkelijk contact met partijen uit de praktijk. Als lid van de normcommissies brengen we de praktische invulling weer terug naar de betreffende norm. Op gebied van oppervlaktebehandeling is dat nog een onderbelicht item.” Zie kader Werkgroep Oppervlaktebehandeling.

VAN LANDSNORMEN NAAR EU-NORMEN
Momenteel is er een transitieperiode waarin landsnormen omgezet worden naar EU-normen. HDN wil dit aangrijpen om invloed uit te oefenen op de inhoud. Dat is bijvoorbeeld al succesvol gedaan op het gebied van maatvoeringen voor buismaterialen. Er bestonden voor de voedingssector negen verschillende mogelijkheden voor de invulling van DN25. Dat leidde al tot veel onduidelijkheid, evenals de benaming DN25 zelf. DN staat voor Diameter Nominaal (noemwaarde), dus niet voor de intrinsieke waarde. In de nieuwe normen wordt dat aangepast naar drie maatreeksen (in plaats van acht) en die worden concreet omschreven met diameter en wanddikte. Voor de DN25 betekent dat 29x1.5, 25.4x1.6 en 25x1.2. Deze reeksen komen in alle normen terug en dekken alle gebruikte maatvoeringen in Europa en de rest van de wereld af. Dat biedt veel duidelijkheid. Nu is het zaak dat alle componenten ook in die drie reeksen verkrijgbaar worden. Dit is nu nog niet altijd het geval en daarom is het belangrijk om vooraf te bepalen welke reeks men moet hanteren, zodat het niet halverwege vastloopt bij gebrek aan een onderdeel in een bepaalde maat. HDN vraagt hiervoor aandacht in opleidingen en kan tijdens keuzemomenten een adviserende partner zijn. Het netwerk bevat specialisten uit diverse disciplines die objectief te werk willen gaan.

| WERKGROEP OPPERVLAKTEBEHANDELING Altijd al mee willen praten over oppervlaktebehandeling en voedingsmiddelenindustrie? Grijp dan nu uw kans door u aan te melden voor de werkgroep Oppervlaktebehandeling. Momenteel bestaat binnen HDN die werkgroep nog niet, maar het platform wil wel heel graag een dergelijke werkgroep van start laten gaan. Daarom roept het geïnteresseerde lezers van dit artikel op zich te melden bij HDN. Diverse oppervlaktebehandelingen zoals sublimeren, polijsten, stralen, (elektrolytisch) polijsten en glasparelen zouden de gewenste Ra-waarde van 0,8 micrometer kunnen halen, maar is die waarde wel altijd relevant? Of is het zo dat we die waarde hanteren omdat er niks anders meetbaar is? Misschien is de uiteindelijke structuur van het oppervlak en de reinigbaarheid daarvan veel belangrijker. Kortom, genoeg werk aan de winkel. |
OPPERVLAKTETECHNIEKEN
Het bestaan van diverse maatvoeringen is voor oppervlaktebehandelaars nogal ongewenst, want als er ergens een verspringing is van bijvoorbeeld een halve millimeter op een verbinding, kun je een Ra van 0,8 micrometer wel vergeten. Overigens: hoe kijkt HDN naar de branche oppervlaktetechnieken als geheel? “Het oppervlak is natuurlijk een heel belangrijk onderdeel als het gaat om hygiënische eisen en
dat willen we ook concreet maken. Wij hebben bijvoorbeeld onze invloed in de CEN (Comité Européen de Normalisation) aangewend om de negen maatvoeringen van DN25 terug te brengen naar drie voor heel Europa.”
Hij vervolgt: “Een glooiende structuur met een hogere Ra is waarschijnlijk makkelijker reinigbaar dan een grillig oppervlak waarbij de pieken zijn omgeduwd. Het is dus heel belangrijk dat de oppervlaktebehandeling aantoonbaar goed is en dat misverstanden worden voorkomen. Daarom moet alles helder en eenduidig omschreven zijn in goede specificaties die onderbouwd, technisch haalbaar en controleerbaar zijn. En ook belangrijk: niet al te kostprijsverhogend zijn. Wij willen een manier van werken introduceren die resulteert in een oppervlak dat goed reinigbaar is waarbij als uitgangspunt geldt dat reinigen altijd maatwerk blijft. Wij willen een basis volgens de laatste stand der techniek neerzetten waarbij de eindklant een onderbouwde keuze maakt over de manier van reinigen. Wij vinden het belangrijk om procedures op elkaar af te stemmen om een betrouwbaar systeem te krijgen dat gedragen wordt door betrokkenen. We willen maatregelen bieden tegen de mogelijke gevaren op gebied van voedselveiligheid. Maatregelen die men kan specificeren, produceren en controleren.”
Meer informatie:
www.hdn4food.com
hst@hdn4food.com