Kleine producten heel nauwgezet behandelen om de gewenste kwaliteit te krijgen en te behouden. In de kern is dat het werk bij anodiseerbedrijf KO-AR. Hier geen bovenloopkranen bij de badenreeksen, maar louter handmatig werk in een bijna serene stilte. Via herhaalde metingen en controles wordt de kwaliteit bereikt. Medewerkers die liever hetzelfde doen als gisteren, hebben hier weinig te zoeken.
De bedrijfskeuze om zich louter te richten op kleine producten is van grote invloed op de inrichting en werkhouding binnen het bedrijf. “We hebben heel gemotiveerde mensen nodig en die krijg je niet zomaar”, zegt directeur Marco Kaarsgaarn. “Wij moeten gigantisch selectief zijn aan de poort. Soms moeten we al na een dag of vijf afscheid nemen van een nieuwe medewerker, omdat die niet uit het juiste hout gesneden is. Het zou te veel tijd en energie vergen om die persoon naar het hoge niveau te krijgen.
Ik zeg altijd: we spelen hier Champions League. Om daar te komen, is best moeilijk, maar om daar met z’n allen te willen blijven en vol voor de kwaliteit te willen blijven gaan, vergt een bepaalde werkhouding. Om de eerste tachtig procent van de kwaliteit te bereiken, heb je twintig procent van de energie nodig. Maar voor die laatste twintig procent heb je tachtig procent van de energie nodig om op dat kwaliteitsniveau te blijven. Soms is het echt moeilijk om dat over te brengen. Maar op het moment dat ze het wel begrijpen en zien dat je daarmee kwaliteit blijft leveren, krijg je mensen daarin mee.”

Een medewerker moet dus niet denken: als ik het ietsje minder doe, valt het niet op. Kaarsgaarn: “Als ze dan merken dat je dat wel ziet, weten ze ook waarom je dat extra stukje energie en aandacht in dat product moet steken. Niemand zal proberen iets door de baden te krijgen wat eigenlijk beter had gekund. Die betrokkenheid aan de baden krijg je door er zelf regelmatig tussen te lopen. Er is niemand in mijn bedrijf die bij me komt en zegt: we krijgen dit niet beter.
Als dat zo is, dan is het ook echt zo. Als je dat met z’n allen bewust bent, dan kun je voor een blijvend hoge kwaliteit gaan. We sturen onze mensen ook naar ION voor de anodiseercursus. Dat is de enige cursus in Nederland die nog bestaat op ons vakgebied. Er zijn ook niet zoveel anodiseurs in Nederland. We denken dat er per jaar maximaal acht of negen nieuwe anodiseurs worden opgeleid. Het vak zit een beetje in de verschrompeling terwijl de kwaliteitsvraag steeds hoger wordt.”

MET OF ZONDER KLEUR
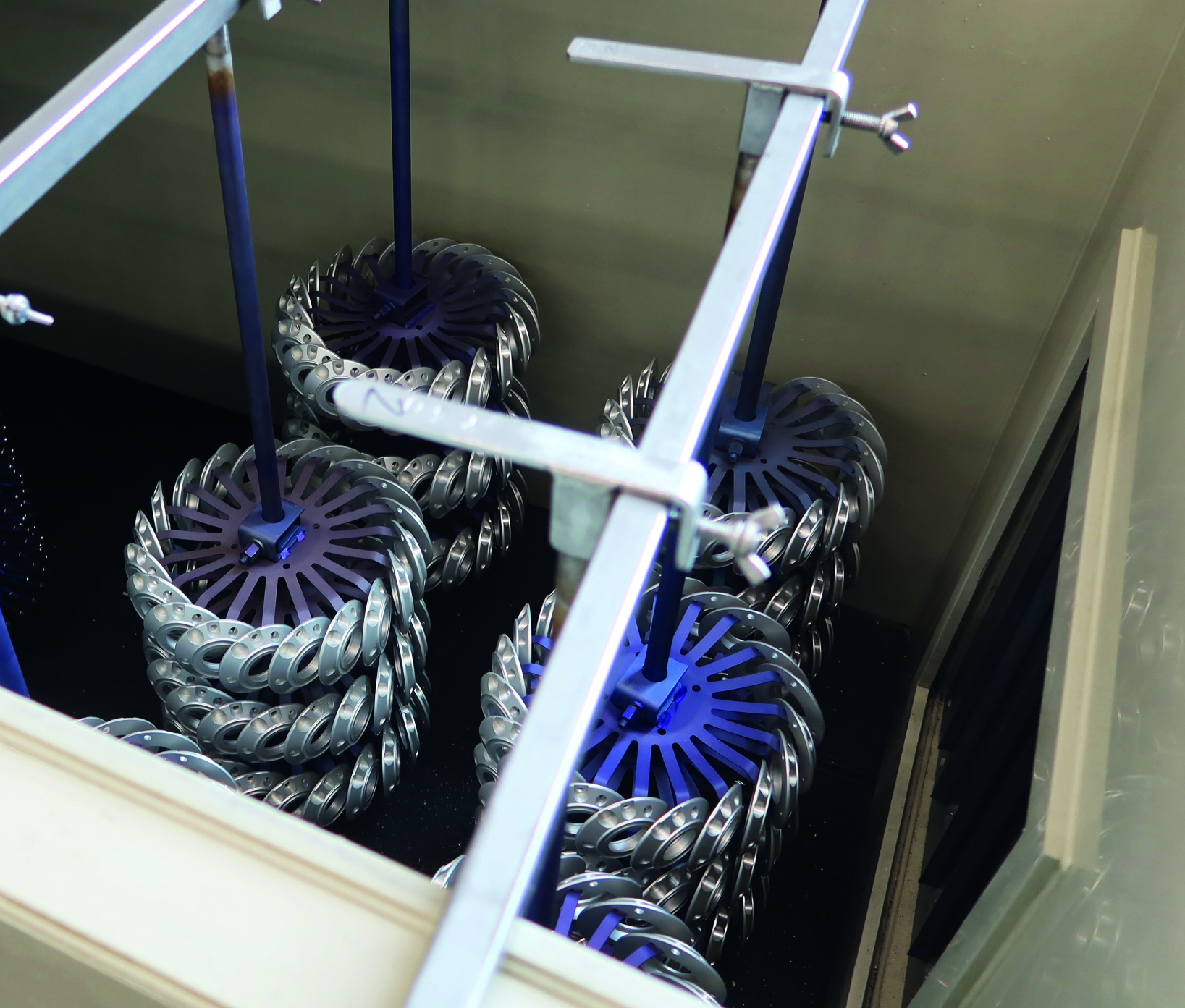
De markten waarvoor KO-AR werkt, zijn voornamelijk lucht- en ruimtevaart, automobielindustrie, medische apparatuur, machinebouw, chipsindustrie, conductors en horloges. De te behandelen producten zijn klein en moeten met zorg behandeld worden. Dat begint al met controle van de opdrachtbon en de gewenste maatvoering die vooraf gemeten wordt. Als er iets niet klopt, wordt er contact opgenomen met de klant. Ook het opspannen van de producten op rekken die handmatig door de badenreeks gaan, moet zorgvuldig gebeuren, gelet op waar je de producten mag beetpakken en wat de zichtzijdes zijn.
Daarna gaan de producten op uniek genummerde handvaten door de badenreeks: ontvetten, beitsen, spoelen, salpeterzuur, spoelen, anodiseren, spoelen en dan is het de vraag of een product een kleur moet krijgen. Zonder kleur is het vervolg spoelen, sealen, spoelen en tot slot demiwaterspoelen. Met kleur: salpeterzuur, spoelen, kleuren, spoelen, spoelen, sealen en demiwaterspoelen. Salpeterzuur is voor het verwijderen van het bruine laagje. Na het laatste bad wordt het water er afgeblazen en volgt de droogoven.

Marco Kaarsgaarn. “Het zijn allemaal logische procesonderdelen, maar elk bad heeft zijn unieke procesparameters die gehandhaafd moeten worden voor een goed werkend bad. Dus de juiste badtemperatuur, pH-waarden en chemische badsamenstelling moeten per bad voor ieder product ingesteld en bewaakt worden. Wat we niet willen, is dat iemand precies doet wat hij/zij de dag ervoor heeft gedaan.
Men zal zich iedere dag opnieuw in de badenreeks moeten verdiepen. Zijn de parameters juist? Daarom worden er dagelijks metingen gedaan, twee keer in de week analyses uitgevoerd en worden de analyses eens per maand naar een extern bureau gestuurd om onszelf te kunnen controleren. Verder heb je een vakman nodig die op basis van de product- en badgegevens
iets besluit, bijvoorbeeld over de badtijd of over de chemie.
Als je dat onder de knie hebt, kun je ook echt anodiseren. Een aantal medewerkers is belast met de metingen ’s ochtends aan de baden. Als we gaan kleuren, worden die metingen herhaald. Als we gaan hard anodiseren, brengen we de badtemperatuur omlaag naar nul graden.”

GESTAGE GROEI
Het bedrijf kan in totaal 27 verschillende kleuren aanbrengen. Er staan altijd zeven kleurbaden klaar voor het aanbrengen van veelgevraagde kleuren zoals zwart, blauw, rood en goud. Maar kleuren als bijvoorbeeld groen, paars, turquoise staan opgeslagen. Daarvoor worden meestal kleinere baden gebruikt, omdat de oplages niet zo groot zijn. Een kleurwissel wordt in vijf kwartier uitgevoerd: de ongewenste kleur uit het bad halen, bad schoonmaken, andere kleurstof in het bad laten lopen, op de juiste temperatuur brengen, pH controleren en aan de slag. “Aluminium xideert om zichzelf te beschermen.
Door te anodiseren, brengen we op kunstmatige wijze die oxidehuid aan op het aluminium. De poriën die daarbij ontstaan, kun je inkleuren zodat de kleur in de poriën blijft hangen. Daarmee krijgt het hele product die kleur.” Het bedrijf bestaat sinds 2007 en kent sindsdien een gestage groei. “Momenteel tellen we 13 medewerkers met mij erbij.
We zitten ongeveer op een groei van één medewerker per jaar. Dat vind ik een prima tempo, nieuwe medewerkers hebben tijd nodig om ingewerkt te worden. We willen kwaliteit kunnen blijven garanderen. Daarom hebben we ook een kernteam, bestaande uit mensen die van de hoed en de rand weten. Groei je te snel, dan raak je dat kwijt.”
MEER INFORMATIE
www.ko-ar.nl